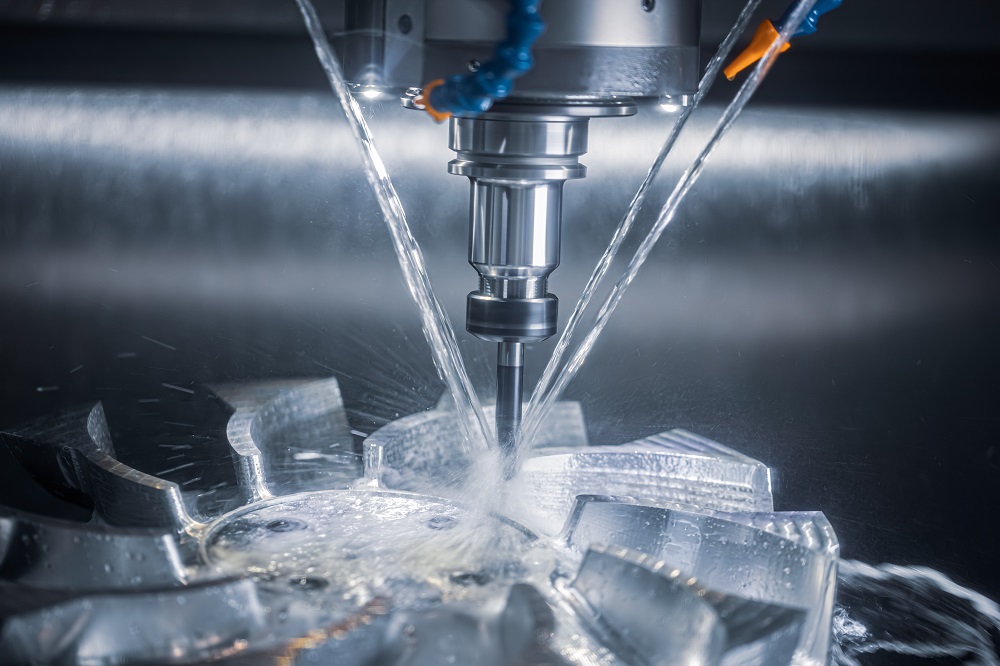
We know how filtration systems reap huge benefits in various applications. One such application is in recycling coolants. Coolants are an instrumental part of machining processes like grinding, milling, honing and drilling. They help extend tool life and provide an improved surface finish of the parts being machined.
Some of the main functions of coolant in the machining process include:
– Maintaining cool temperatures and removing heat build-up in the cutting zone and workpiece
– Providing lubrication between the tool and removal of the chips
– Flushing away chips and small abrasive particles from the work area
– Protecting machines from corrosion
However, for coolants to perform these tasks efficiently, measures have to be in place to protect the coolant from being contaminated. Contaminated coolant would not only reduce efficiency but would also damage the machines, tools and the entire system. Thus, there is a dire need to keep the coolant clean and extend coolant life to get the best results from your machining process.
Listed below are some of the reasons why filtering coolant is a necessary procedure in your shop.
1. Longer coolant life
Clean machine coolant lasts much longer than dirty machine coolant. When maintained well, coolants can be used longer than normal. This saves big on coolant costs and saves more on labor. We have seen a grinding shop go from a coolant change every three weeks to a change every six months. The shop was able to save 30% in annual spending by installing filtration systems.
2. Longer machine life
When buying a precision machine, it is important to take the life of the machine into consideration as well as the life between rebuilds.
Contaminated coolant can cut the life of a machine in half. A machine can go ten years without a problem in a clean shop. However, the same machine in a dirty shop would require rebuilds in as few as two to three years. With better machine life, rebuilds are automatically reduced.
An inescapable fact is that all machines are susceptible to wear. Machining and grinding processes produce a large number of particles, under 10 microns in size. No machine can entirely eliminate exposure to these particles. These particles are bound to get trapped, pollute the coolant and abrade the surfaces of machines. If the coolant is not filtered, the dirty coolant would carry these particles back up into the work area, grounding them into finer particles that would be difficult to remove. It should be noted that it is the minute particles that cause a lot more damage than the bigger chips.
Machine coolants need to be filtered for the same reason that oil in a car engine needs to be filtered. By choosing an adequate filtration system, the tiny particles can be filtered out, keeping coolant clean throughout the machining process.
With coolant being filtered and regulated properly, you can enjoy the following benefits.
– Increase time between rebuilds
– Reduce down-time
– Reduce the need to replace equipment
– Increase efficiency
– Increase cycle times
– Reduce tool replacements
3. Maintain lubricity
The main function of lubrication is to reduce friction. Lubrication is important in machining processes since two metals are used in tandem to perform the function of cutting, grinding or honing. This is when the role of coolant come in. It helps to regulate temperatures and eliminate the possibility of overheating or burning tools and machinery. Machines run smoothly at cooler temperatures, increasing the cycles and thereby increasing the efficiency of your tools.
When coolants are not filtered, the lubricity reduces causing high friction between the tool and the metal at work, affecting both. This allows more heat to be generated, causing inconsistencies in the performance of the machines, producing poor quality parts that would require rework for more finishing. In addition, dirty machine coolant also loses its ability to carry heat away from the work area. Increased friction, increased heat, and impact with particles in dirty machine coolant all contribute to greatly increased tool wear.
By maintaining lubricity, the following can be checked out as contributing to better performance from clean coolant:
– Keeps temperature in check and reduces heat
– Lesser tool wear
– Lower thermal expansion of the cutting tool
– Lower loss of rigidity due to heating
4. Better surface finish
Parts machined with clean coolant typically would have smoother surfaces than parts where the tool was being scratched with the grit in the machine coolant. Thus filtered coolant results in improved quality of the workpiece. Clean coolants also allow tools to maintain smoother cuts and grinds. It eliminates instances where the occasional large particle lands a big scratch on the surface.
5. Reduces bacterial growth
Dirty sumps serve as excellent spots for bacteria to grow. There are two reasons for this. Firstly, bacteria breed faster in damp areas making the sludge a favorable spot. Secondly, tramp oils seal off coolant to keep air out creating an anaerobic environment for bacteria to breed. Filtering coolant prevents bacteria growth by removing both sludge and tramp oils. Although, bacteria cannot be completely eradicated out of the sump, filtering and treating coolants appropriately can keep the coolant stirred up with the air mixed in that would further prevent bacterial growth in machines.
6. Reduces disposal of hazardous wastes
With stringent environmental regulations in place, one of the major challenges and expenses incurred by firms is the disposal of spent coolant. The use of cutting, grinding and machining fluids results in an approximate creation of over a million gallons of waste annually and these are classified as hazardous wastes.
By filtering coolant, the amount of hazardous waste disposed of can be drastically reduced. For example, a shop can easily have 500 gallons of used machine coolant that is disposed of as hazardous waste. Filtering the coolant can help recycle coolant and the separated solid can be reduced to salable products, leaving only about 50 gallons as hazardous waste. This can be a considerable financial saving for the business.
Moreover, by drastically reducing the disposal of coolants, costs can be saved from buying new coolant and waste handling charges. This can also be seen as a big step towards reducing the impact on the environment.
Finding the right filtration system for your machine processing needs can be challenging due to a number of factors and specifications that have to be taken into consideration. Looking into these factors can be tedious and overwhelming. Let us help you. Consult with us to get a better understanding of what kind of filtration product would work well for your shop.